Joining copper pipe without heat is common in repair work, retrofit plumbing, and situations where open flame creates safety or code concerns. If you need to know how to join copper pipes without solder, the right method depends on pressure requirements, pipe condition, installation access, and long-term reliability.
Poor connections can lead to leaks, pressure loss, corrosion issues, and costly rework—especially in tight mechanical spaces or behind finished walls.
Modern alternatives such as push-to-connect fittings, compression fittings, and press systems allow copper pipe installation without traditional soldering equipment. Each option has different performance limits, installation speeds, and cost implications.
Understanding where these methods work—and where they fail—helps prevent joint movement, sealing problems, and premature system failure.
I’ll explain the most reliable solder-free copper pipe joining methods, how they perform in real plumbing conditions, and which option fits different repair and installation scenarios best.
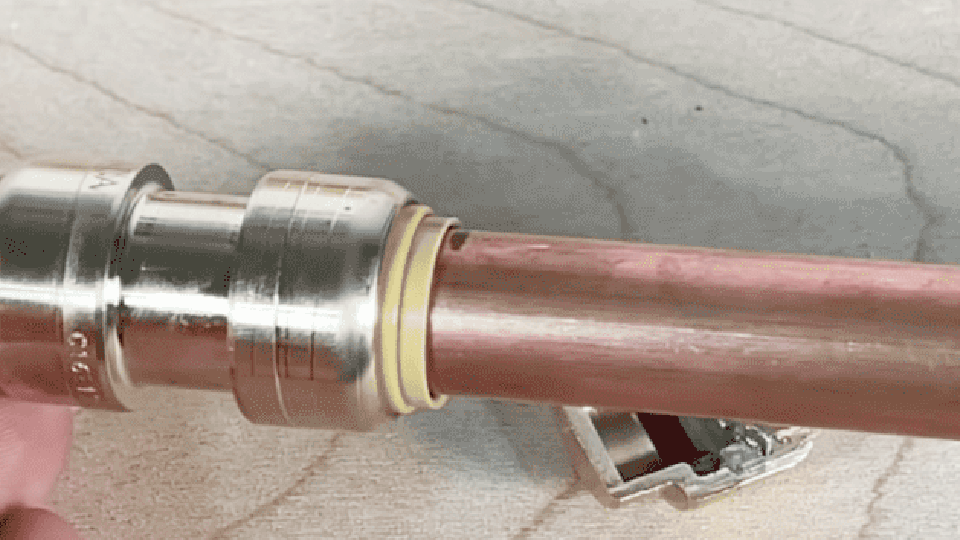
Image by eliterooter
Mechanical Joining Methods for Copper Pipes
Mechanical fittings create seals through compression, gripping, or pressing without heat. These suit repairs, retrofits, and areas where fire is a concern.
Compression Fittings: Reliable Threaded Sealing
Compression fittings use a brass or bronze body, a ferrule (olive), and a nut. Tightening the nut deforms the ferrule around the pipe, creating a metal-to-metal seal.
For standard Type L or M copper tubing (1/2″ to 3/4″ common sizes), cut the pipe square with a tubing cutter and deburr inside and out.
Slide the nut and ferrule onto the pipe, insert fully into the fitting until it bottoms out, then tighten the nut 1 to 1-1/4 turns past hand-tight while holding the body with a second wrench. Over-tightening cracks the ferrule or distorts the pipe.
These fittings handle typical domestic water pressures (up to 150-200 psi working) and temperatures to 200°F (93°C). They excel in accessible locations but require periodic inspection in vibration-prone areas. Avoid reuse on the same ferrule—replace with new fittings for reliability.
Push-Fit and Push-to-Connect Systems
Push-fit fittings (e.g., SharkBite-style) incorporate internal stainless steel teeth and an EPDM O-ring. Insert the pipe (properly marked for depth) until it clicks; the teeth grip while the O-ring seals.
Preparation is minimal: cut square, deburr, and ensure no scratches on the insertion area. These work on copper, PEX, and CPVC, making them versatile for transitions.
Performance notes: Rated for 200+ psi at 180°F in many models, but rubber components may degrade faster in high-heat or chlorinated environments over decades. Ideal for quick repairs or homeowner installations where speed trumps longevity. Removable versions allow disassembly with a special tool.
Press-Fit (ProPress) Connections
Press-fit systems use specialized fittings with internal O-rings. A hydraulic press tool with jaws permanently deforms the fitting collar, compressing the O-ring and securing the joint.
Pipe prep mirrors other mechanical methods: clean cut, deburr, and mark insertion depth. Different jaw profiles exist for various sizes. The process takes seconds per joint once the tool is positioned.
These create permanent connections rated for high pressure and approved in many plumbing codes for both water and gas. Tool cost is significant (thousands for professional kits), but labor savings are substantial on large jobs. Fittings cost more than solder types but eliminate flux, solder, and fire watch requirements.
Brazing Copper Pipes as a Solder Alternative
Brazing uses filler metals that melt above 840°F (450°C), producing stronger joints than soft soldering. For copper, common fillers include phosphorus-copper (Sil-Fos) alloys or silver-bearing rods.
When Brazing Outperforms Soldering
Brazed joints develop higher strength and better withstand vibration, thermal cycling, and higher pressures/temperatures (e.g., refrigeration lines). Overlap length matters more than in soldering—aim for at least 3x the tube wall thickness for full strength.
Use oxy-acetylene or air-acetylene torches. Preheat the joint area evenly to avoid hot spots. Apply flux (if required by the rod) and feed filler into the joint as it reaches temperature. The filler flows by capillary action into the clearance (typically 0.002–0.005″ ideal gap).
Key parameters:
- Sil-Fos 5 or 15 for copper-to-copper (self-fluxing on clean surfaces).
- Silver alloys (e.g., 45% silver) for dissimilar metals or higher strength.
- Post-braze cleaning to remove flux residues that can cause corrosion.
Brazing anneals the copper heat-affected zone, softening it slightly compared to the base metal—factor this into high-stress designs.
Brazing Technique and Joint Design
Joint clearance is critical. Too tight and filler won’t flow; too loose and strength drops. Clean surfaces thoroughly with emery cloth or wire brush to bright metal. Assemble dry before heating.
Heat the heavier mass first, then direct flame to draw filler around the joint. Avoid overheating—copper glows dull red at brazing temps. For vertical joints, start at the bottom and work up.
Test joints hydrostatically where possible. Brazed connections often exceed the pipe burst strength when done correctly.
TIG Welding Copper Pipes
True fusion welding melts the copper base metal and adds filler, creating a homogeneous joint. TIG (GTAW) is the preferred process for copper due to precise heat control.
Copper Welding Challenges and Solutions
Copper’s high thermal conductivity demands significantly higher heat input than steel. Preheating large diameters or thick sections (to 300–600°F / 150–315°C) helps maintain puddle control and reduces cracking risk. Use deoxidized copper (e.g., C12200) for best results.
Recommended settings (approximate for 1/8″ wall):
- DCEN polarity.
- 2% thoriated or lanthanated tungsten (3/32″ or 1/8″).
- Argon or argon-helium mix (helium improves heat input on thicker material).
- Amperage: 150–300+ amps depending on thickness and preheat—copper requires far more than stainless.
- Filler: ERCu or matching copper rod; some use stripped Romex wire in a pinch for art/fabrication.
Maintain a tight arc and travel speed to manage the fluid puddle. Copper’s high fluidity makes overhead or vertical welding difficult without skill and jigging.
Joint Preparation for TIG Welding Copper
Bevel edges for thicknesses over 1/8″ to ensure full penetration. Clean aggressively—oxides form quickly and cause porosity. Use acetone or dedicated cleaners, then stainless steel brush. Back-purge with argon when possible to prevent oxidation on the root side, especially for pressure vessels or refrigeration.
Tack welds require the same care as final passes. Use copper backing bars or heat sinks for thin tubing to control distortion.
Post-weld, joints can be left as-welded or dressed for appearance. TIG-welded copper pipes suit structural, artistic, or high-purity applications where mechanical fittings are unsuitable.
Choosing the Right Method: Decision Framework
Evaluate based on:
- Pressure and temperature: Mechanical for low-to-moderate; brazing or welding for high.
- Accessibility: Push-fit for confined spaces; welding needs clear torch/electrode access.
- Code and inspection: Many jurisdictions approve press and push-fit for potable water; welding/brazing often requires qualified procedures.
- Cost and speed: Mechanical fastest for one-offs; brazing/welding economical for production with proper setup.
- Durability: Fusion methods (brazing/welding) offer superior long-term performance in demanding environments.
For HVAC/refrigeration, brazing remains standard. Domestic plumbing increasingly uses press systems for speed and safety.
| Method | Strength | Speed | Skill Level | Cost (Tools/Fittings) | Best Applications |
|---|---|---|---|---|---|
| Compression | Good | Fast | Low | Low | Accessible repairs |
| Push-Fit | Good | Very Fast | Very Low | Low-Med | Quick DIY, retrofits |
| Press-Fit | Excellent | Very Fast | Low | High (tool) | Professional installs |
| Brazing | Very High | Medium | Medium | Medium | HVAC, high pressure/temp |
| TIG Welding | Highest | Slow | High | High (welder skill) | Structural, custom, high-purity |
Advanced Considerations for Welders
In high-vibration or thermal expansion scenarios, consider joint flexibility and fatigue. Brazed or welded joints distribute stress better than rigid mechanical grips in some cases. For dissimilar metal connections (copper to brass or steel), select compatible fillers and account for galvanic corrosion—dielectric unions or proper isolation help.
Material certification matters for critical systems. Always verify tubing type (K, L, M) and wall thickness against the joining method’s ratings. Cleanliness cannot be overstated—contamination causes the majority of joint failures across all methods.
Real-world Performance Takeaway
In professional settings, hybrid approaches often win—use press or push-fit for main runs and brazed/welded connections at critical terminations or high-stress points. Mastering multiple techniques gives the flexibility to match the method to the job’s technical and economic demands.
The most advanced insight comes from understanding heat input effects: excessive annealing from high-heat processes can reduce the surrounding pipe’s hardness, making proper preheat, interpass control, and post-weld treatment essential for maximum system longevity.
FAQ
Are push-fit fittings like SharkBite reliable long-term for copper pipes?
Yes for most residential applications when installed correctly on clean pipe. They carry manufacturer warranties and code approvals, but inspect rubber O-rings periodically in harsh conditions.
Can I braze copper pipes with a standard MIG welder?
No. TIG or oxy-fuel torches provide the necessary control. MIG is generally unsuitable due to copper’s conductivity and oxidation characteristics.
Is TIG welding copper pipes stronger than brazing?
Properly executed TIG fusion welds can be stronger as they create a homogeneous joint, but brazing is often sufficient and easier for thin-wall tubing without risking burn-through or excessive softening.
What preparation is non-negotiable for all no-solder copper joints?
Square, deburred cuts and thorough cleaning to bright metal. Poor prep leads to leaks regardless of method.


