Many welders encounter frustration when their machine lacks high-frequency arc starting. They touch the tungsten to the workpiece expecting a clean arc, only to deal with sticking, contamination, or inconsistent starts.
This is where understanding the difference between TIG and Lift TIG becomes critical for achieving reliable, high-quality welds on steel, stainless, or aluminum.
Standard TIG (GTAW) with high-frequency (HF) start ionizes the air gap for non-contact arc initiation. Lift TIG uses a controlled contact-and-lift sequence with low initial current.
Both deliver precise TIG performance, but the arc starting method affects tungsten life, contamination risk, suitability for sensitive environments, and machine choice. This guide delivers the technical details DIYers, students, and pros need for informed decisions.

Image by yeswelder
Arc Starting Mechanisms Compared
High-Frequency TIG Start Process
HF TIG applies a high-voltage, high-frequency signal (typically kHz range) to create a conductive path through the shielding gas without electrode contact. The machine ramps to the set amperage once the arc establishes, often with pre-flow gas protection.
This non-contact method preserves the sharpened tungsten point perfectly. It supports precise arc placement, ideal for thin materials or intricate joints where positioning accuracy matters. HF delivers instant, repeatable starts even with a 1/8″ to 1/4″ gap.
Lift TIG Start Sequence
Lift TIG (also called Lift-Arc) requires physical contact. Touch the tungsten to the workpiece, activate the torch trigger or foot pedal, then lift smoothly. The machine detects the short circuit and applies a low sensing current (often 5-10A) to minimize sticking. Upon lift, it ramps to full welding amperage.
Modern inverters calibrate this sequence tightly, reducing tungsten adhesion and point damage compared to older scratch starts. Gas pre-flow still protects the area, but the brief contact introduces minor variables in execution.
Key Technical Differences in Operation
- Contact Requirement: HF — none; Lift TIG — brief, controlled touch.
- Initial Current: HF — full or ramped immediately; Lift TIG — low sensing current then ramp.
- Electronics Impact: HF generates RF interference; Lift TIG produces none.
- Arc Initiation Reliability: HF excels in open positions; Lift TIG depends on welder technique and machine calibration.
Equipment and Machine Considerations
TIG Torches and Controls for Each Method
Standard TIG setups with HF often include dedicated HF modules or integrated inverter controls. Lift TIG appears frequently on multi-process machines (MIG/STICK/TIG) where HF circuitry adds cost or complexity. Many inverters offer selectable modes or automatic detection.
Torch trigger logic differs. Two-step (hold for weld) or four-step (latch) sequences pair well with Lift TIG. Foot pedals work with both but require precise coordination in Lift TIG to avoid dragging or excessive dwell time on contact.
Power Source Compatibility
Engine-driven welders or basic stick machines commonly use Lift TIG or scratch start due to the absence of HF generators. Dedicated TIG power sources or advanced multi-process units provide true HF for production work. Budget inverters often default to Lift TIG for DC applications on mild steel or stainless.
Performance Factors: Contamination, Tungsten Life, and Weld Quality
Tungsten Contamination Risks
HF virtually eliminates inclusions from the electrode since no contact occurs. Lift TIG introduces low but measurable risk of minor tungsten transfer if the lift is hesitant or amperage settings are incorrect. Proper technique—quick, light touch and immediate lift—keeps contamination negligible for most applications.
Sharpened points last longer with HF. Lift TIG may require more frequent re-grinding on production runs or with reactive materials.
Shielding Gas Coverage Dynamics
Both methods use pre- and post-flow, but Lift TIG involves momentary contact that can slightly disrupt initial gas envelope. HF maintains cleaner coverage from the first millisecond. In critical stainless or titanium work, HF reduces oxidation risk at the start.
Weld pool initiation differs subtly. HF provides a softer, more controlled start with less puddle disturbance. Lift TIG can feel slightly more aggressive initially due to the ramp-up.
Material-Specific Applications and Settings
Steel and Stainless Steel Welding
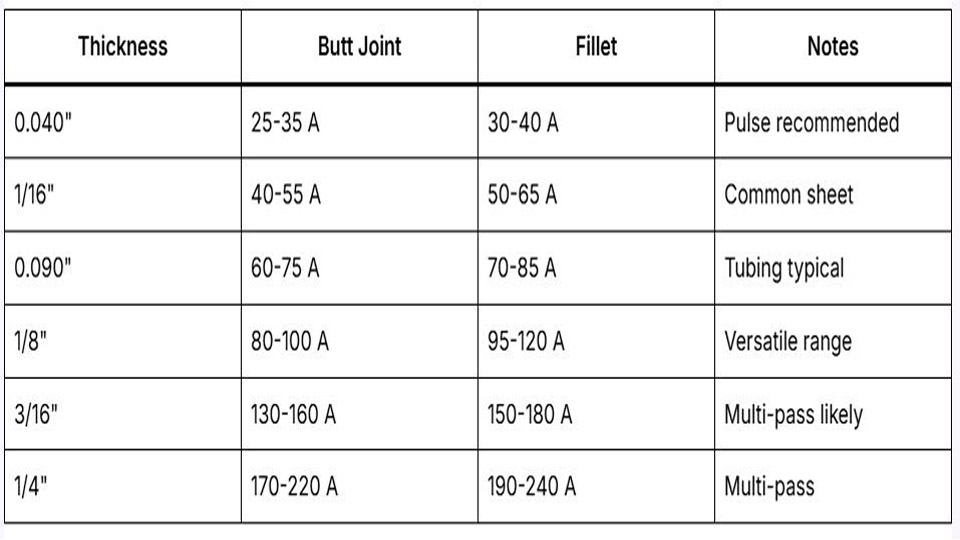
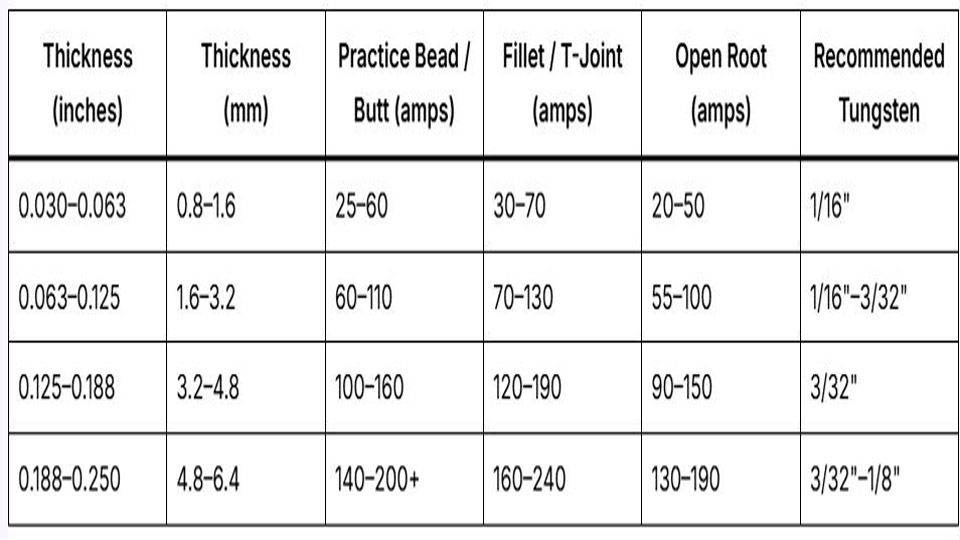
For mild steel and stainless, both methods perform excellently. Lift TIG shines in field repairs or multi-process scenarios. Typical DC settings: 1.6mm tungsten at 80-120A for 3mm material, with 10-15 CFH argon. Lift TIG benefits from slightly higher pre-flow (1-2 seconds) to ensure coverage before contact.
HF excels on thin stainless (under 2mm) where precise heat input and zero contamination are essential for corrosion resistance.
Aluminum Considerations
Aluminum TIG usually demands AC output with HF for reliable starts and oxide cleaning. Many machines limit Lift TIG to DC modes, making HF the default choice. Lift TIG on aluminum requires excellent technique and pure argon or specific mixes, but results are generally inferior to HF due to oxide layer challenges.
Thin Materials and Precision Work
On sheet metal or thin tubing, HF allows feather-light arc starts without burn-through risk. Lift TIG requires more practice to avoid dwell marks or inclusions. Use lower amperage (e.g., 40-60A) and faster lift motion.
Advantages and Trade-offs in Real-World Use
When Lift TIG Delivers Superior Results
- Electronics-Sensitive Environments: No RF interference near CNC machines, computers, or automotive electronics.
- Portability and Cost: Simpler machines are lighter and cheaper.
- Tight Spaces: Easier arc starts without needing perfect torch angle for HF gap.
- Out-of-Position Welding: Useful for vertical or overhead where maintaining HF gap is difficult.
HF TIG Strengths
- Cleanest starts and longest tungsten life.
- Best for high-production or code-quality work.
- Superior on aluminum and reactive metals.
- Allows rapid tack welding or spot control.
Limitations to Consider
Lift TIG cannot match HF for ultra-clean, high-spec applications like aerospace or food-grade stainless. HF equipment costs more upfront and may face regulatory restrictions in RF-sensitive areas.
Technique Optimization for Lift TIG
Maintain a sharp tungsten point (30-45° grind for DC). Use a light touch—barely make contact—and lift in one fluid motion while the pedal or trigger is engaged. Practice on scrap to develop consistent rhythm. Adjust start current or ramp time if available to reduce sticking.
For HF, focus on consistent torch angle and arc length (1-1.5x tungsten diameter). Both benefit from proper gas lens diffusers for better coverage.
Decision Framework for Choosing the Right Method
Evaluate your typical work:
- Frequent aluminum or precision thin materials? Prioritize HF.
- Multi-process field work or electronics proximity? Choose Lift TIG capability.
- Budget constraints? Many quality inverters with Lift TIG deliver professional results for hobbyists and small shops.
- Critical welds? HF remains the gold standard.
Many advanced machines now offer both modes, giving flexibility.
Advanced Insight for Professional Welders
True mastery appears in hybrid approaches. Skilled operators use Lift TIG for initial positioning in awkward spots then transition seamlessly. Understanding ramp times, post-flow settings, and tungsten preparation separates consistent high-quality results from average ones.
The difference between TIG and Lift TIG ultimately comes down to matching the arc initiation physics to the specific demands of material, location, and quality requirements.
FAQ
Is Lift TIG as good as regular TIG welding?
For most steel and stainless applications, yes—especially with modern calibrated machines. It delivers clean, strong welds with minimal differences in final quality when technique is sound. HF holds the edge for aluminum and ultra-critical work.
Can I use Lift TIG on aluminum?
It is possible on some AC/DC machines, but results are generally inferior to HF due to oxide management challenges. HF is strongly preferred for consistent aluminum TIG performance.
Does Lift TIG damage the tungsten electrode?
Far less than scratch start. Proper low sensing current and quick lift minimize sticking and point erosion. Tungsten life is shorter than with HF but remains practical for most users.
When should I choose a machine with both HF and Lift TIG?
Choose this for maximum versatility—HF for shop precision work and Lift TIG for field repairs or noise-sensitive locations. It future-proofs your setup across various projects.